II.Wavefront Analysis and Focal Line Characterization
In high-power laser applications or fiber coupling, the effective focal length (EFL) is only part of the story. The quality of the focal line is what determines system efficiency.
1. Transmitted Wavefront Error (TWE)
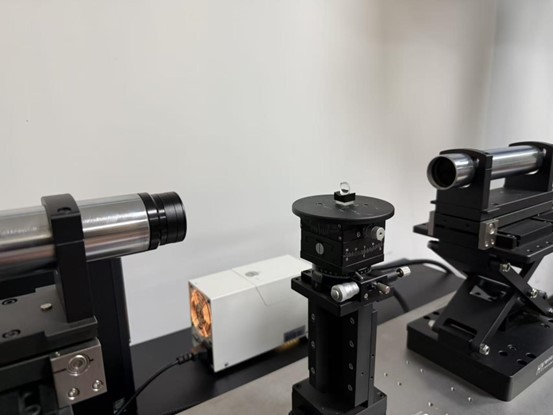
Using a transmission Fresnel laser interferometer, the lens is evaluated for its impact on the wavefront. By quantifying astigmatism and higher-order aberrations, engineers can predict the Strehl ratio of the system. We target an EFL precision of better than 0.1%, which is critical for maintaining beam waist consistency in scanning systems.
2. Line Width and Straightness
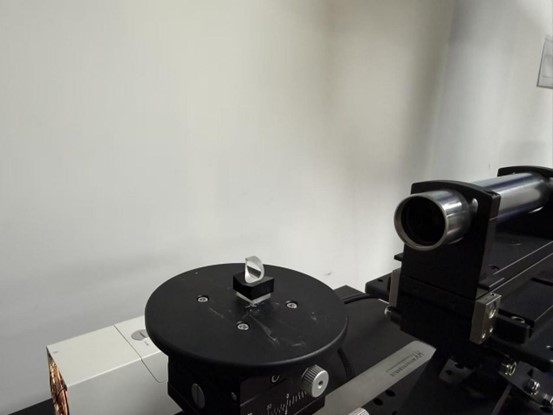
For laser line generators, the “straightness” of the focal line is paramount. Specialized collimation and image analysis systems are used to verify the focal line’s position and width across the entire clear aperture, ensuring uniform energy distribution (top-hat profiles) in industrial processing.