
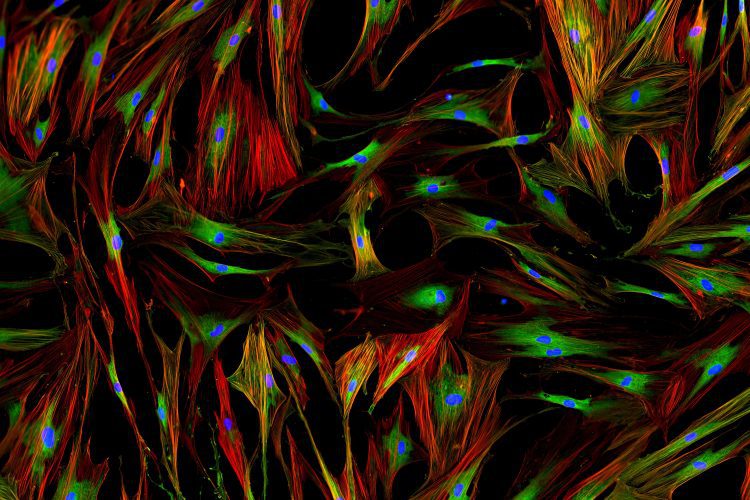
In cellular biology, live-cell imaging utilizes advanced microscopes and illumination techniques to observe cellular behavior in real-time.
Avantier Inc.
In cellular biology, live-cell imaging utilizes advanced microscopes and illumination techniques to observe cellular behavior in real-time.
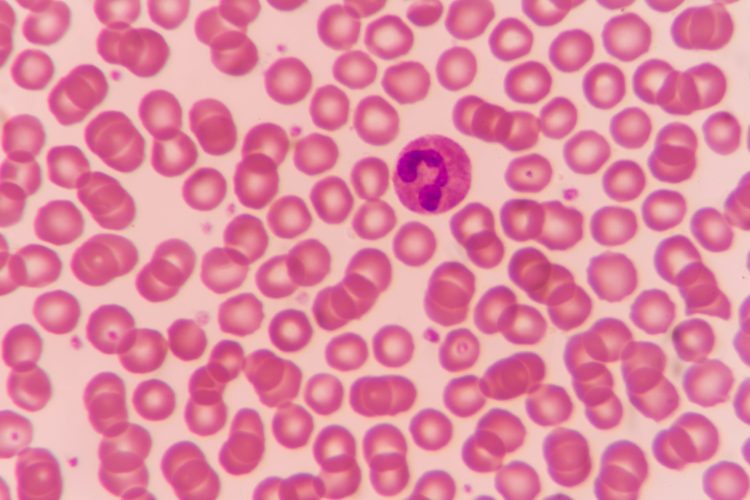
Learn about how Avantier’s cost-effective and high-quality 20X objective lens adressed important design perspectives, contributing to the precise study of advanced blood observation.
Circular polarization and light polarization are key in optical communication and polarized sunglasses, showing their applications.
Optical polarization is manipulated using tools like birefringent, dichroic, and reflective polarizers, as well as waveplates.
Optical polarization, including linear, circular, and elliptical polarization, relies on precise polarization control.

Large Optical Prisms are crucial in scientific research, demanding a manufacturing process that is highly precise.

Avantier’s groundbreaking Double-Convex Aspheric lens, tailored for underwater precision, exceeds 500mm wavelengths.

AR Coating, including BBAR Coating, optimizes light transmission across a wide wavelength range by minimizing Fresnel reflection.

Understanding focal length: zoom lenses offer variable focal lengths, while fixed focal lengths and shorter focal lengths affect the FOV.

Avantier showcases innovative efficiency in custom high NA long working distance objective lens development for microscope manufacturers.
