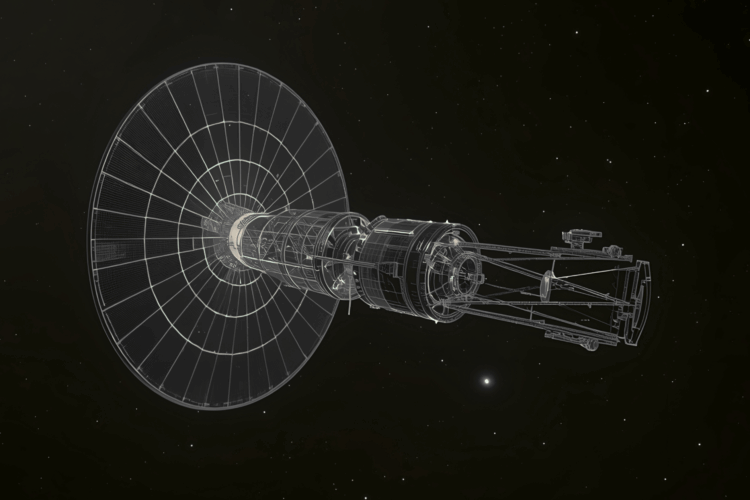
Key Takeaways Avantier partnered on the development of a custom five-mirror optical system for a high-end space telescope designed for demanding space observation applications. The project required the integration of ultra-high optical precision, lightweight structural architecture, and long-term environmental stability within a compact system envelope. To meet these requirements, Avantier provided end-to-end engineering support covering […]