
Large-Pitch Glass Microlens Arrays for Laser and Beam-Shaping Systems
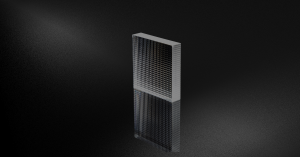
Microlens arrays used in beam shaping and wavefront control often require larger lens pitches, high optical transmission, and consistent lens-to-lens performance across relatively large apertures.
This article describes the manufacturing approach used to produce large-pitch aspherical microlens arrays using precision glass molding, focusing on process considerations, replication accuracy, and optical performance.
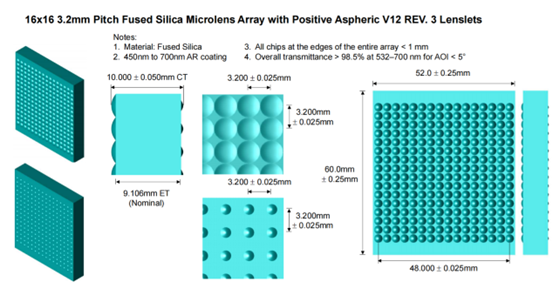
The example discussed here is a 16 × 16 microlens array designed for visible-wavelength laser systems.
Array Specification
Parameter |
Value |
Array format |
16 × 16 |
Lens pitch |
3.2 ± 0.025 mm |
Overall size |
60 ± 0.25 mm × 52 ± 0.025 mm |
Center thickness |
10 ± 0.05 mm |
Edge height |
< 1 mm |
Transmission band |
532–700 nm |
Absolute transmittance |
> 98.5% |
AR coating |
450–700 nm |
Parameter |
Range |
Numerical aperture |
0.1-0.3 |
Sag height |
20-80 µm |
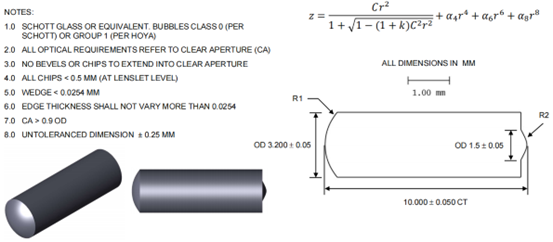
Asphere polynomial order |
up to 8 |
Manufacturing Strategy
Large-pitch MLAs can be manufactured using several approaches:
Process |
Typical pitch range |
Surface quality |
Volume suitability |
Lithography + etching |
< 500 µm |
medium |
medium |
Polymer replication |
< 1 mm |
medium |
high |
Diamond machining |
> 1 mm |
high |
low |
Precision glass molding |
1–5 mm |
high |
high |
- direct replication of continuous aspherical surfaces
- high optical transmission using glass substrates
- scalable production once the mold is established
Mold Design for Large-Pitch MLA Replication
The mold determines the final optical quality of the molded array. For large arrays, the mold must reproduce the entire lens pattern with high geometric accuracy while maintaining mechanical stability during repeated thermal cycles. Typical mold characteristics include:
Parameter |
Typical Value |
Mold material |
tungsten carbide / cemented carbide |
Surface roughness |
< 5 nm Ra |
Form accuracy |
< 50 nm PV |
- diamond-like carbon (DLC)
- Pt-based coatings
- Cr-based coatings
- Low Tg optical glass (Tg < 500°C, e.g., borosilicate glass) + low-temperature molding process: Mold life can reach 300,000–500,000 cycles, with some optimized processes exceeding 600,000 cycles.
- Medium Tg optical glass (500°C ≤ Tg ≤ 650°C, e.g., lead-free optical glass) + standard process: Mold life is typically 150,000–300,000 cycles.
- High Tg optical glass (Tg > 650°C, e.g., high-borosilicate or quartz) + high-temperature molding process: Mold life is around 100,000–150,000 cycles, as high temperatures accelerate coating degradation and substrate thermal fatigue.
Glass Compression Molding Process
The molding process is carried out in a temperature-controlled chamber filled with inert gas to prevent oxidation. The glass preform is heated above the glass transition temperature and pressed into the mold cavity. Typical process parameters include:
Parameter |
Typical Range |
Molding temperature |
Tg + 30-80 °C |
Pressing pressure |
50-200 MPa |
Holding time |
30-120 s |
Cooling rate |
1-5 °C/s |
Demolding temperature |
Tg − 50-100 °C |
- temperature uniformity across the mold
- pressure distribution
- glass flow during compression
Replication Accuracy
Precision glass molding can reproduce the mold surface with high fidelity. Typical replication performance includes:
Metric |
Typical Value |
Form error (PV) |
< 0.5 µm |
Form error (RMS) |
< 0.1 µm |
Surface roughness |
< 10 nm Ra |
Pitch tolerance |
± 5 µm |
Sag variation across array |
< 3 % |
Post-Processing and Coating
After molding, several finishing steps may be applied:
- stress annealing to reduce birefringence
- precision edge finishing
- ultrasonic cleaning
The optical surfaces are then coated with broadband antireflection coatings covering 450–700 nm.
The coating design must consider:
- environmental stability
- adhesion to the glass substrate
- angular performance up to 30°
Optical Quality Verification
To verify array performance, several inspection methods are typically used.Surface Metrology
Non-contact measurement systems such as:- white-light interferometers
- laser confocal microscopes
Dimensional Inspection
High-precision optical measurement systems verify:- pitch accuracy
- array dimensions
- center thickness
Optical Transmission
Spectrophotometric measurements verify that the array achieves:- absolute transmission > 98.5%
- consistent transmission across the aperture
Stress Birefringence
Residual stress introduced during molding is evaluated using polarimetric inspection systems to ensure minimal impact on optical wavefront quality.Applications
Large-pitch glass microlens arrays manufactured using precision molding are used in applications such as:- laser beam homogenization
- wavefront sensing systems
- beam splitting and optical coupling
- AR/MR illumination optics
- biomedical imaging systems
Summary
Precision glass molding provides a scalable manufacturing solution for large-pitch aspherical microlens arrays used in laser and beam-shaping systems. Key advantages include:- replication of continuous aspherical surfaces
- high optical transmission using glass substrates
- consistent lens geometry across large arrays
- suitability for medium-to-high production volumes
Related Content




GREAT ARTICLE!
Share this article to gain insights from your connections!